回流焊溫度曲線(Reflow temperature profile)到底應該選擇設定成RSS型(馬鞍式)好?還是設定成RTS型(斜升式)好呢?深圳宏力捷發現有許多的
PCBA工程師都一直被這個問題給困擾著,因為有老板要求走RTS,可是自己心理又怕怕的。
其實想解答這個問題也沒什么困難的,但你必須先了解何謂「RSS型」與「RTS型」溫度曲線,只有深入了解其曲線設置的目的與限制之后,你才能選擇一個符合自己產品的回焊溫度曲線。
本文深圳宏力捷將試著整理「RSS型」與「RTS型」這兩種回流焊溫度曲線的特性與其目前所碰到的問題,提供一個可以選擇的方向。深圳宏力捷也不敢說以下內容都是最正確的,只是提出個人的觀點給大家參考,服用前請三思。
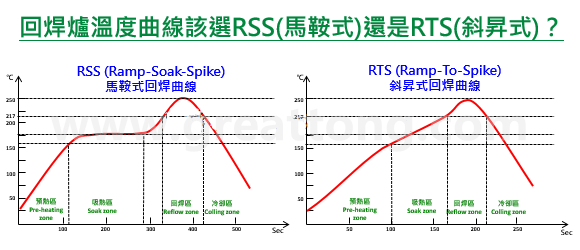
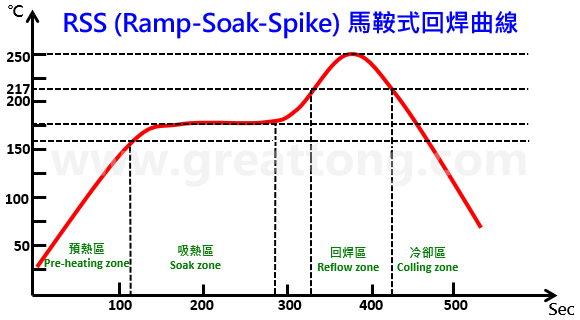
RSS:Ramp-Soak-Spike 升溫-吸熱-回焊
回焊曲線中的「Soak zone」有人將其翻譯為「恒溫區」,也有人翻譯為「浸潤區」,但白老師建議要翻成「吸熱區」或「活性區」。顧名思義,其溫度曲線就是會有一段平坦的恒溫區域,因為其溫度曲線繪制完成后狀似「馬鞍」(平坦的地方可以坐人),因此「RSS型」回焊溫度曲線又被稱為「馬鞍型」。
這段回焊前的恒溫區設置最主要目的,是為了讓PCB表面所有連接大面積接地銅箔與小面積銅箔未接地的焊墊/焊盤,并且讓不同大小、不同質地的零組件與焊腳之溫度能夠在進入回焊區前達到相同的溫度,并且可以在回焊時取得最佳的焊錫效果,這也是為何白老師建議將此區稱之為「吸熱區」的原因,讓所有欲進入回焊的物體吸飽熱量達到一致的溫度。就像是行軍打仗前,總要等待一段時間,將零零散散的士兵全部集結在一起,然后一鼓作氣往前沖鋒的道理有點類似,否則大家零零散散的就容易被各個擊破。
回流焊時溫度如果參差不齊(「溫度差△T」過大),就容易出現焊錫的缺點:
? SMD零組件如果在進入回焊區時發生溫度不一致,就容易出現有零件焊接不到位(溫度不足)或是有零件被燙傷融化(溫度太高或高溫過久)等情形。
? 如果是同一顆零件的PCB焊墊/焊盤無法在進入回焊區前達到相同溫度,則容易出現墓碑效應(tombstone),BGA則容易出現HoP/HiP或NWO缺點。
? 如果零件焊腳與其對應的焊墊/焊盤無法在進入回焊區前達到相同溫度,則容易出現焊錫全部爬到焊腳(虹吸現象)或是焊腳不沾錫的缺點。
以目前的SAC305無鉛錫膏的回焊制程來說,這段恒溫區的溫度通常被維持在150±10°C的區間,這段溫度基本上要保持在錫膏融化的前夕﹐一方面等待大部隊的集結(讓溫度趨于一致),另一方面則會讓錫膏中的助焊劑開始發揮清除氧化物的作用。
不過要注意的是,在這個恒溫區的溫度,焊膏的助焊劑中原本添加的溶劑也會因為溫度升高的關系而開始加速揮發﹐活化劑雖然也會啟動并開始去除焊接物表面的氧化物,不過去除氧化物的最佳時機應該還是在錫膏剛開始熔融之時,因為融化的錫膏可以藉由液態錫將氧化物推擠清除到整個焊錫的邊緣或外面,這樣才不會在焊錫形成時有氧化物殘留而造成焊錫缺點。
所以依據錫膏助焊劑的特性,理論上這段恒溫區的溫度不宜太高也不能太久,否則助焊劑將會快速乾涸,反而不利助焊劑在焊錫熔融時助焊的表現,因為進入回焊區時助焊劑殘留的多寡將直接關系到焊錫性的好壞~這是很多PCBA工程師都忽略掉的重點。
基于這個原因,應該所有的錫膏廠家都會告訴你,恒溫區的溫度不宜設定過高,更不宜過久,過了恒溫區后的升溫斜率則不宜過低,不建議低于1°C/Sec,目的就是為了保留最多的助焊劑進入回焊區,如果助焊劑在進入回焊前大量降低,發生空焊(non-wetting)、冷焊(De-wetting)及HoP/HiP或NWO等缺點將會大大地增加,但二次升溫斜率如果速度太快則又會發生「錫飛濺」的問題,想像鍋子煎魚時爐火開得過大,把魚放進油鍋的情形,適當的降低二次升溫斜率將有助「錫飛濺」的降低。所以斜率的設置根本就是一道窄門嘛。
再來,預熱區的一次升溫斜率也不宜太快,原則上不建議超過3°C/Sec,這是因為錫膏的助焊劑內有松香,其軟化點大概落在90°C~110°C之間,預熱升溫如果太快,溫度急速到達松香的軟化點,但是溶劑卻沒來得及揮發,就會讓錫膏的黏度變小,最終發生錫膏坍塌的情形,輕微者錫珠(solder bead)變多,嚴重者發生短路(solder short)。
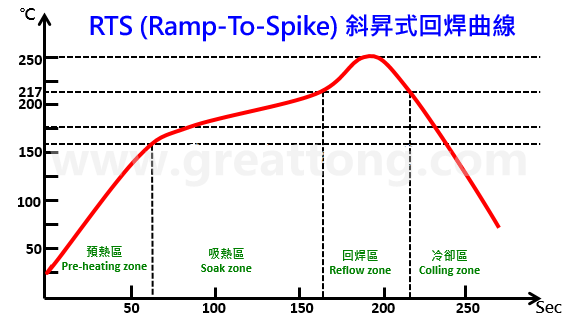
RTS:Ramp-To-Spike 升溫直接到回焊,省去了恒溫區
RTS型回焊曲線又稱為「山型」或「斜升式」。
前面的篇幅說了那么多RSS的恒溫區讓助焊劑無法達到最佳的焊錫效果。所以,這個RTS型回焊曲線的最主要目的就是以符合助焊劑的特性為前提所設計出來的回溫曲線,既然RSS的恒溫區會讓助焊劑加速揮發與乾涸,那就不要這個恒溫區好了,或是把這個恒溫區改成緩步升溫區,這樣不僅可以大大降低助焊劑揮發的比率,提高回焊時助焊劑殘留率,更可以提高回焊的焊錫性(這段如果看不懂,請回文章上頭再重新瀏覽一次RSS型回焊曲線的特性),而且,還可以縮短整個回焊過爐的時間,等于達到節省能源的效果,何樂而不為呢?
不過取消了「恒溫區」就意味著「溫度差△T」可能增加,所以只要控制好板子上所有的焊墊/焊盤以及所有零件的焊腳在進入回焊溫度前不要有過高的△T應該就可以使用這個RTS型回焊曲線了。
哪些PCBA板子適合走RTS回焊曲線呢?
隨著科技的發達,現在有越來越多的回焊爐已經具備高效熱能補償的能力,尤其是那些10溫區以上的回焊爐,已不會再因為回焊爐中板子的密度多寡而有溫度高高低低漂移的問題,這點對于回焊爐采用RTS有非常大的幫助,因為當初設計RSS時有一個很重要限制,就是回焊爐的熱效率跟不上。所以,擁有一個高效率熱補償的回焊爐是采用RTS的重要條件。
再來,如果你PCBA上的零件非常簡單,沒有太多復雜的零件,如BGA或大顆特別容易或不易吸熱的零件,也就是說零件間的溫度可以輕易達到均勻一致,就建議使用「RTS斜升式回焊曲線」。
但是,如果你的板子太大或層數太多,即使零件簡單,建議還是透過測溫板先量測好各重點位置的溫度是否可以在進入回焊區前達到一致后才決定是否采用,測溫板量測時,建議一定要包含有連接大面積接地銅箔的焊點。確認可行后,先小量試跑(trial run)以確保焊錫缺點都在可管控范圍內,然后才大量生產,觀察幾批沒問題后才能真的放心讓產線變更回焊曲線為RTS。
經常碰到有些PCBA工程師不明究理就直接把profile調成RTS型,因為老板喜歡,試跑時沒發現什么大問題,但大量產后卻頻頻出問題,究其原因,大多是試跑時回焊爐內的板距較松散,但大量產后板距縮短了,再加上回焊爐的能量供給不足,所以造成不沾錫的現象,尤其是那些連著大面積接地銅箔的焊墊/焊盤更是嚴重。
現在你應該心里有底,知道你的回流焊溫度曲線應該設定成RSS型?或設定成RTS型了吧~
深圳宏力捷推薦服務:PCB設計打樣 | PCB抄板打樣 | PCB打樣&批量生產 | PCBA代工代料